电波。接地的电阻越低越好,接地电阻<4Ω。接地方法是使用铜板3mm×365mm×1200mm两根相对立起间隔1~2m,埋设位置在设备柜子框架下方1.5~2.5m左右,在铜板接地附近混入木炭等导体,效果更好。
地基:设备的地基一般高于地面50~100mm,设备的供水、供电要有专用的地沟。地沟要设有排水口,防止地沟中积水。
回水箱的回水管道的口径要合理,一般选择进水口总和的2.5~4倍管径,保证回水通畅。一般不要制作成封闭的回水箱,防止回水不畅。
不能将淬火冷却水和淬火冷却水公用一个管道或水池,防止淬火介质中的杂质混入冷却管道,损害设备的元器件。

①表面淬火工艺时间短,可以实现数字化精确控制,工艺流程简单、可以完成淬火、回火工序,设备的机械化自动化程度高,现代化的感应淬火设备已经安排在冷、热加工生产线或自动生产线中。因而有高的生产率等优点。
由于热处理感应设备的进步,感应热处理的节能效果明显,是最经济、最节能的热处理方法。我国某地区单项热处理工序能耗综合测定结果,见表2-8。
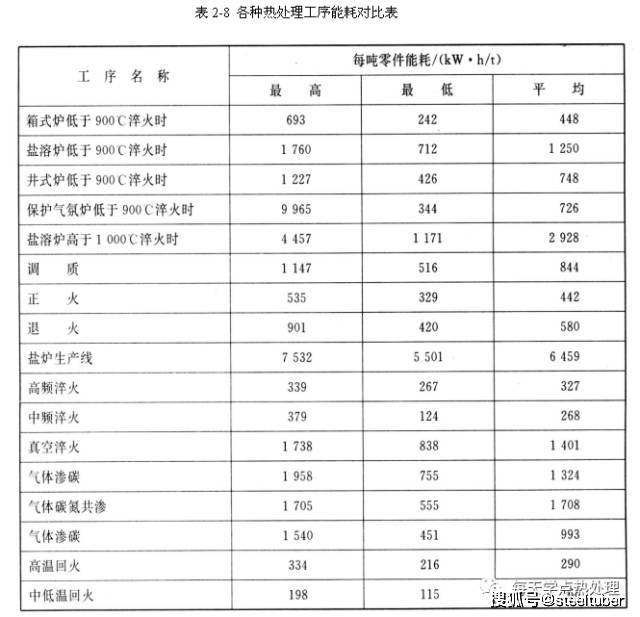
高中频感应淬火的平均耗能数值只相当于高温回火的耗能数值,其余13项各种热处理工艺的耗能数值是高中频感应淬火耗能数值的2~20倍。在热处理生产中能耗占可变成本的80%,因此感应热处理节能的经济效果是十分可观的。
3)感应加热表面淬火的零件,淬火层能形成相当大的残余压应力,其最大值可达539~784MPa,实践证明零件的疲劳强度与其表面压应力值有明显的对应关系,即压应力大,疲劳强度和疲劳寿命提高。现以解放牌汽车半轴为例,经调质处理的半轴表面残余压应力是245~343MPa,中频感应淬火的半轴表面残余压应力是343~539MPa,在扭矩7811k·m作用下,前者的疲劳扭转寿命为(18.96~42.3)×104次,后者为(112~300)×104次,提高了6~7倍。前者的疲劳强度为162.68MPa,后者为311.64MPa,疲劳强度提高了92%。
4)感应热处理是清洁型热处理:由于淬火介质的发展,感应淬火加热可以不采用油类冷却介质,而使用水溶性介质淬火,以及清水淬火、甚至风冷淬火,可以达到无油烟的环境。
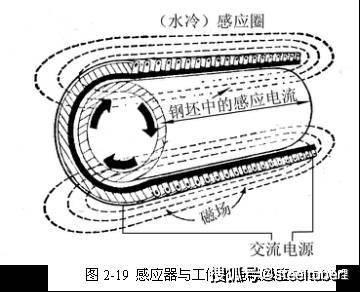
感应加热用一个模拟的单匝短路次级线以圆柱体加热的方式为例,工件和感应器的组合可以看作是一台具有多匝初级线圈(感应器线圈)和单匝短路次级线圈(圆柱体工件)的变压器,初级线圈和次级线圈彼此间由较小的空气间隙隔开。通电时在工件内将产生频率相同、方向与感应器中相反的感应电流,即涡流。当电流频率较高时,由于表面效应的作用使涡流集中在工件表面,产生“集肤效应”。

感应电流密度从加热工件的表面至中心是逐渐降低的,而电流的频率越高降低的比率也越大。电流密度的这种降低率也取决于被加热材料的电阻率和相对导磁率两个物理量。图2-20=表示感应电流的分布随透入深度而变化以及控制电流分布的因素。电流密度大约降到表面电流密度值的三分之一处的深度即为“集肤深度”。
2)邻近效应。高频电流通过两个相邻导体时,若电流方向相反,电流从两导体的内侧流过;若电流方向相同,电流则从两导体的外侧流过。这种现象称为邻近效应,如图2-21a)所示。
3)环流效应。高频电流流过环形导体时,最大电流密度分布在环形导体的内侧,这种现象称为环流效应,如图2-21b)所示。
4)尖角效应。当感应器与工件之间的间隙相同时,工件的尖角处易集中磁感应线,而使感应电流密度过大,以致在工件的尖角处产生过烧,这种现象称为尖角效应。
5)导磁体的“驱流”作用。感应加热表面淬火时,环流效应使高频电流密集在感应器内侧,对工件外表面的加热有利。但对工件内孔加热时,感应器的效率低,为此,往往在感应器上放置导磁体,将电流“驱”向感应器的外侧,因此,导磁体的实质是改变磁感应线方向。
众所周知,感应加热淬火就是利用电磁感应在工件内产生涡流而将工件进行快速加热,而后急冷的淬火方法。感应加热淬火根据加热频率不同,可分为超高频(27MHZ),高频(200-250KHZ),中频(2500-8000HZ)和工频(50HZ)。由于电流频率不同,加热时感应电流透人深度不同。使用高频时,感应电流透入深度很小(约0.5mm),主要用于小模数齿轮和小轴类零件的表面淬火;使用中频时,感应电流透人深度(约5~10 mm),主要用于中、小模数的齿轮、凸轮轴、曲轴的表面淬火;使用超高频时,感应电流透人深度极小,主要用于锯齿、刀刃、薄件的表面淬火;使用工频时,电流透人深度较大(超过10mm),主要用于冷轧辊表面淬火。
超音频是频率介于高频和中频之间的一个频率称谓。近年随着感应加热技术的发展,超音频感应加热设备因其频率的很好适应性,已经成为感应加热领域的主流频率,本文主要介绍几种超音频加热淬火实例。
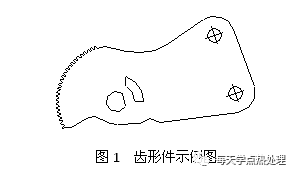
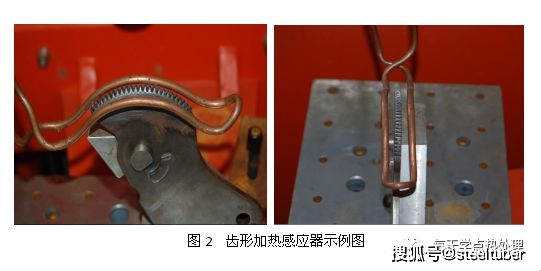
如下图1为所示例齿形零件,材料45#,产品厚度5mm,热处理要求:齿部高频硬度HRC35-42。
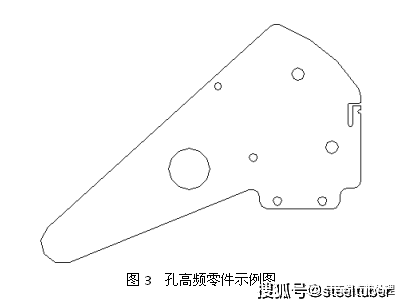
如下图3为所示例零件,材料为45#,产品厚度3mm,热处理要求:大孔高频硬度HRC37-43。

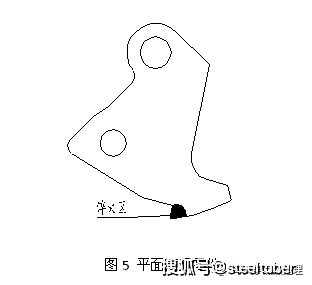
如下图5 为所示例零件,材料为45#,产品厚度3mm,热处理要求:平面局部高频硬度HRC45-54。

由于超音频是频率介于高频和中频之间,因此电流透人深度介于0.5mm~5mm之间,适用于中、小金属件高频淬火处理。以上示例如有不同意见欢迎交流指正。
- PAGE