一台发动机的品质仅靠数据是远远不能体现的,设计与制造环节的品质把控才是根本保障。为了探寻品质发动机的制造过程,爱卡汽车专门对一汽-大众成都EA211工厂进行了独家探秘。
2012年初,大众公布了最新研发的横置发动机模块化平台(简称MQB平台),为了配合MQB模块化平台的推行,大众在2012年日内瓦车展上正式推出了EA211发动机。作为大众旗下主力发动机之一,同时也作为EA111的改进机型,EA211面世以来一直受到人们的关注。相比EA111,这款机型有哪些改进?技术亮点在何处?EA211开发生产过程如何?这次一汽-大众成都发动机工厂之行为您揭秘。

EA211发动机相比EA111发动机。主要的改进之一是采用了轻量化的设计,集铝铸造缸体、涡轮增压、缸内直喷、排气歧管缸盖集成、双气门相位调节系统等先进技术于一身,并侧重节能环保的设计理念,在轻量化、节能降耗、功率和扭矩指标等方面均处于国际领先水准。
EA211发动机阵营主要由小排量发动机构成,主要包括1.0L、1.4L、1.6L三款自然吸气发动机和1.0T、1.2T、1.4T三款涡轮增压发动机。

EA211发动机阵营中包括1.0L、1.4L、1.6L三款自然吸气发动机和1.0T、1.2T、1.4T三款涡轮增压发动机。
今年早些时候,大众汽车在维也纳发动机研讨会上发布了最新的EA211 1.5TSI EVO发动机,未来将进一步丰富EA211发动机阵营。

今年早些时候,大众汽车在维也纳发动机研讨会上发布了最新的EA211 1.5TSI EVO发动机,未来将进一步丰富EA211发动机阵营。

大众的1.0T发动机也是在EA211 1.0L自然吸气发动机的基础上进行升级改造完成的,也隶属于EA211系列发动机。


EA211发动机主要搭载在大众旗下的各紧凑级车型上,作为配合MQB平台而生的产物,EA211系列发动机具有很强的通用性。
比如一汽-大众高尔夫一汽-大众速腾都搭载了EA211系列发动机。奥迪品牌部分车型的入门款也搭载了这款发动机,比如奥迪A3、Q3等。

比如一汽-大众高尔夫)和一汽-大众速腾)都搭载了EA211系列发动机。奥迪品牌部分车型的入门款也搭载了这款发动机,比如奥迪A3)、Q3等。
这次成都EA211发动机工厂之行机会难得,让我们详细了解一下EA211发动机的生产制造过程。

位于成都的EA211发动机工厂是一汽-大众在成都建设现代化汽车生产基地的重要组成部分。厂区面积16万平方米,员工900余人,年产能60万台。

2009年一汽大众在成都设立了汽车工厂,2011年7月16日为了配合工厂建设,EA211发动机项目与汽车工厂三期工程同时开工。
作为整车动力系统的生产工厂,成都EA211发动机工厂完全是按照德国大众集团最新的“完美工厂标准”进行整体规划设计的,整个车间采用正压、恒湿、恒温控制,保证了环境清洁度的同时提高了生产和质量的稳定性。作为一座德国工厂的“复制工厂”,成都EA211工厂在零部件加工和质检监查方面都体现出了相当高的专业性和技术性,让我们来看几个亮点之处。
传统的曲轴连杆加工方式采用拉削加工,即利用拉削刀具将连杆大头分割成两部分。而激光裂解技术则是利用高能量的激光形成“激光刀”在连杆大头孔裂解位置切削行成激光槽,在利用涨销将连杆涨断成两部分。相比传统的拉削加工方式,激光裂解技术由于不存在刀具切削过程,连杆受热量的影响较小,精确度高。整个加工过程也不存在刀具的磨损情况,重复性好,系统更加稳定。

从这张图可以清楚的看到,只有在连杆大头孔的内部才能看到加工后留下的激光槽,连杆大头孔外部用肉眼基本看不到有任何缝隙。后续连杆大头孔内表面还会进行精镗加工,此时激光槽也将消失。


加工完毕的连杆将会进行激光打码,将连杆加工信息录入到二维码中,经过照相扫描进一步确认之后将根据连杆重量进行分类。

由于连杆属于高速旋转件,同一台发动机要求连杆重量要相差极小,以保证连杆在运动过程中惯量保持一致。所以加工完之后连杆需要根据重量进行分类。工作人员对筛选完后的连杆进行简单检查。

连杆上的二维码包含了生产加工过程的所有信息,在出现问题之后可以根据二维码及时溯源追查原因。
EA211发动机的缸盖罩盖采用的是一体化的设计,只在罩盖侧面留有凸轮轴的配合孔,罩盖的组装只能让凸轮轴管从侧面插入到罩盖中。自然地,凸轮轴管和凸轮也只能采用分体式的设计。这也就造就了超高温零件与超低温零件压装的生产环节,利用热胀冷缩原理实现凸轮与凸轮轴管的装配。
一体化的缸盖罩盖设计有利也有弊。先说利处,结构紧凑,轻量化明显,别的不说,十几根连接螺栓的重量是省了。当然了,坏处也很明显,万一发动机凸轮出现问题,一体化的设计意味着只能“一体化”更换,维修成本会上升,但这种几率会很小。

发动机缸盖罩盖采用了一体化设计,结构紧凑,轻量化明显。但这也意味着如果出现问题将会增加维修成本。另外对装配提出了更高的要求。
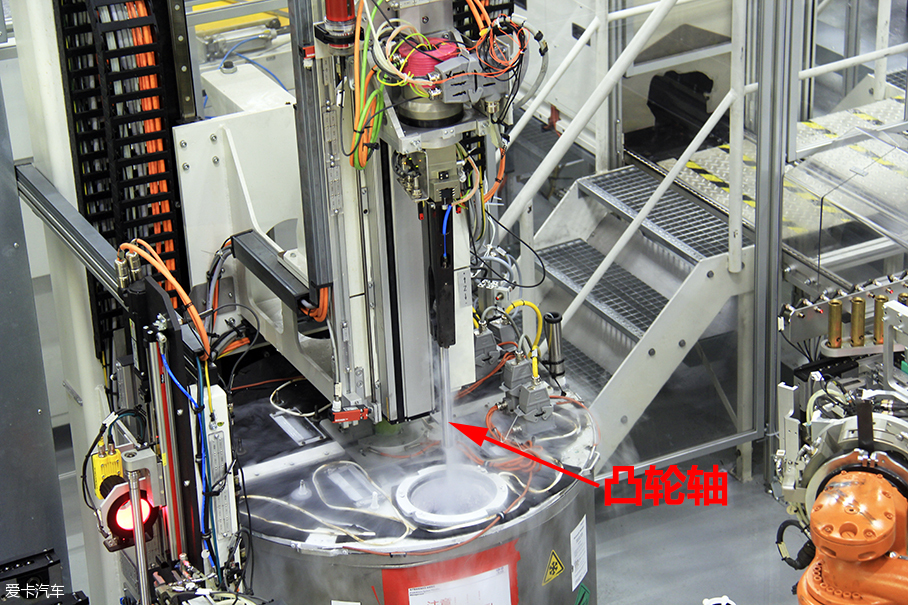
液氮罐里的温度能够达到-196℃,凸轮轴会完全浸没在液氮中保持至少300秒,经过冷却之后,凸轮轴外径会缩小0.05mm。


两台KUKA机器人完成整个罩盖装配过程。左边一台负责抓取冷却后的凸轮轴,右边一台负责抓取罩盖和加热后的凸轮。

两台机器人将零件固定在装配塔上进行装配,装配塔设有专门的夹具,确保缸盖罩盖和凸轮的相对位置保持固定。
另外,在装配过程中,夹具通过加热丝加热保证温度造96-100℃之间,防止凸轮离开加热炉后温度降低过快。夹具在每一个凸轮背后装有一个千分尺,用以调整凸轮安装角度,安装角度公差在0.5。由于凸轮和凸轮轴管存在巨大温差,装配过程中凸轮与轴管瞬间接触会产生大量水蒸气了,夹具装有压缩空气管,能够用2bar的压力吹8秒将水蒸气吹散。
成都EA211发动机工厂的缸体加工设备由德国格林珩磨设备厂商提供,采用三段式射流珩磨技术,带有高压喷射和抛光工位,采用伺服电机夹紧方式,并且能够自动对工件实现测量。


加工完成之后的缸体与模拟缸盖进行预装配,模拟缸盖和真实缸盖的重量一致,防止缸体因为加工产生变形,影响后续的装配环节。

曲轴在加工过程中会产生变形弯曲,以往加工过程中会采用外力挤压矫直的工。
- PAGE